
What Is A Chemical Pump?
Chemical pump is an indispensable key equipment in industrial production. Its main function is to transport all kinds of corrosive, toxic, high-viscosity, high-density liquid media from low-pressure area to high-pressure area.
Basic principles of chemical pumps
The working principle of a chemical pump is basically to suck the liquid from one place through mechanical energy and then discharge the liquid by increasing the pressure. The following is a brief explanation of how chemical pumps work:
- Liquid suction: Before the pump is started, the pump body and feed tube must be filled with liquid. When the impeller rotates at high speed, the liquid between the vanes is driven to rotate. Under the action of centrifugal force, the liquid is thrown from the center of the impeller to the outer edge, forming a low-pressure zone. Under atmospheric pressure, the liquid is sucked into the pump body from the inlet pipe.
- Discharge of the liquid: The liquid thrown by the impeller to the outer edge is gradually decelerated in the worm-shaped space of the pump casing and converts kinetic energy into pressure energy. Eventually, the liquid is discharged from the pump outlet at a higher pressure.
- Circulation: With the continuous rotation of the impeller, the liquid is continuously sucked in and discharged, realizing continuous conveying.
Advantages and features of chemical pumps
Strong corrosion resistance
Chemical pumps use corrosion-resistant materials in material selection, such as stainless steel, fluorine plastic, ceramics, etc., which can resist the erosion of various acids, alkalis, salts, solvents and other corrosive media to ensure that the pumps will not be corroded and damaged in long-term operation.
Good sealing
The chemical pump adopts various effective sealing forms, such as mechanical seal, packing seal, etc., which can prevent the medium from leaking and avoid causing environmental pollution and safety accidents.
Reasonable structural design
The structural design of chemical pumps takes full account of the characteristics of the chemical medium, such as the shape of the vane, material, clearance, etc., which can improve the efficiency and service life of the pump.
Wide range of application
Chemical pumps can transport all kinds of chemical media with corrosive, toxic, flammable and explosive properties, etc. They are widely used in petrochemical, chemical, pharmaceutical, electric power, metallurgy, environmental protection and other fields.
Safe and reliable
Chemical pumps undergo strict procedures in the design, manufacture and testing process to ensure that the pumps are safe and reliable in operation.

AOBL Vertical Chemical Pump combines all of these features for lifting, circulating, and transporting corrosive liquids (acidic, alkaline), clean industrial liquids, liquids containing various impurities, and waste liquids.
Types of chemical pumps
Chemical pumps are categorized into various types according to their structure and working principle. The following are the common types:
- Working Principle: Using the centrifugal force generated by the rotating impeller to discharge the liquid from the center outward.
- Characteristics: simple structure, large flow, stable pressure, suitable for conveying clear water, corrosive media and suspended particles of liquid.


- Working principle: the use of diaphragm reciprocating movement to produce pressure changes, the liquid suction and discharge.
- Characteristics: Good sealing and corrosion resistance, suitable for conveying toxic, volatile, viscous or corrosive liquids.


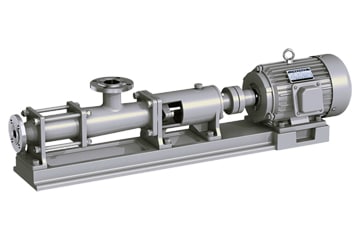
- Working Principle: The suction and discharge of liquid is realized through the threaded cooperation between the rotating screw and the casing.
- Characteristics: Suitable for high viscosity, easy to crystallize, containing particles and other special liquid transportation, has a stable transport performance.

Plunger pump:
- Working Principle: The reciprocating movement of the plunger is used to generate pressure changes, and the liquid is sucked in and discharged.
- Characteristics: Suitable for high-pressure, low-flow occasions, such as high-pressure cleaning, spraying, injection and so on.
- Working principle: work by magnetic drive, without mechanical seal, suitable for conveying corrosive, flammable and explosive or toxic liquids.


- Working Principle: Using mechanical or physical principles to pump liquid or gas from a closed container to form a vacuum.
- Characteristics: Suitable for vacuum distillation, drying, concentration and other processes in liquid or gas pumping.
Application areas of chemical pumps
- Chemical production: In the chemical production process, chemical pumps are used to transport various raw materials, intermediates and finished products, such as chemicals, solvents, acid and alkali liquids. They play a key role in equipment such as reactors, storage tanks, piping systems, etc.
- Petrochemical: Chemical pumps are used in the petrochemical industry for crude oil transportation, liquid treatment in the refining process, and production of petrochemical products. They carry out key conveying tasks in refineries, fertilizer plants, petrochemical plants and other facilities.
- Pharmaceutical industry: In the pharmaceutical industry, chemical pumps are used for the transportation of pharmaceutical raw materials, solution mixing, and treatment of reaction liquids. They ensure the stable operation of the pharmaceutical process and the reliable guarantee of product quality.
- Environmental protection engineering: chemical pumps play a key role in environmental protection projects such as sewage treatment plants and wastewater treatment facilities, which are used for the transportation, treatment and discharge of sewage to protect the environment and human health.
- Food and beverage industry: In food and beverage production, chemical pumps are used to transport raw materials, additives, liquid products, etc., to ensure the smooth progress of the production process and high quality products.
- Paper industry: In the papermaking process, chemical pumps are used to transport various liquids, such as pulp, dyes, wetting agents, etc., to ensure the normal operation of the paper machine and product quality.
- Agricultural field: In agricultural production, chemical pumps are used for the transportation and treatment of pesticides, fertilizers, irrigation water, etc. to improve the efficiency of agricultural production and product quality.
Summary
The diversity and adaptability of chemical pumps enable them to be applied to a variety of different process requirements and liquid characteristics, providing strong support and guarantee for industrial production. They are not only able to effectively transport a variety of chemical liquids, but also have many advantages such as corrosion resistance, energy efficiency, stability and reliability. In the future, with the continuous development and innovation of science and technology, chemical pumps will continue to play an important role in contributing to industrial progress and development.
AOBL not only provides chemical pumps, but also pneumatic diaphragm pumps, electric diaphragm pumps, sanitary diaphragm pumps, if you need, please get in touch with us.