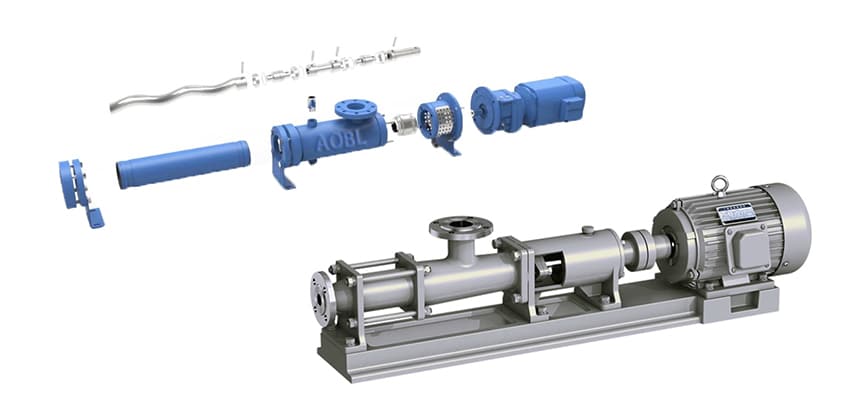
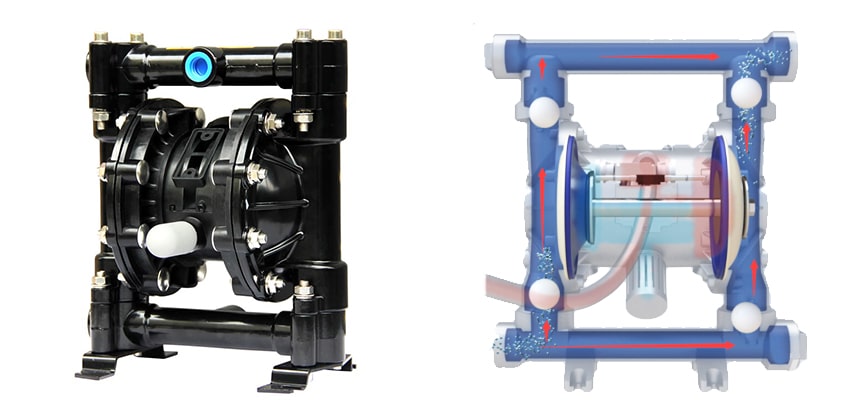
Food-grade hygienic progressive cavity pumps are used in the food, pharmaceutical, cosmetic and chemical industries for hygienic applications and optimal cleaning. Important features include continuous, pressure-stabilized, gentle, low-pulsation pumping and metering proportional to speed. The overflow material is stainless steel and the block pumps with flange drive are particularly compact and economical to operate.
Flow range: 0.8 m³/h – 60 m³/h
Maximum pressure: 1.2 Mpa
Overcurrent material: 304, 316
The compact design of the AOBL food and hygiene progressive cavity pumps provides optimal process characteristics for a wide range of food and hygiene applications. Due to the minimal pulsation and shear characteristics, they are also well suited for conveying sensitive foodstuffs.
Features
- High metering accuracy
- Continuous low-pulsation pumping, independent of pressure and viscosity fluctuations
- Reversible pumping direction
- Stator with chamfered inlet for optimal filling of the delivery chamber
- Gentle product handling
- Long production cycles due to contamination-proof, aseptic pump construction
- All product contact surfaces are polished to prevent product buildup and facilitate cleaning
- Easy maintenance
Applications
- Pharmaceuticals: all kinds of viscous slurry
- Daily chemical: emulsion, all kinds of ointment cosmetics
- Canned goods: a variety of viscous starch, cooking oil, honey, sugar sauce, fruit syrup, cream, minced fish and minced meat
- Brewing: all kinds of fermentation mucus, thick wine tanks, grain products slag all kinds of sauces, slurries and mucus containing block off the solids
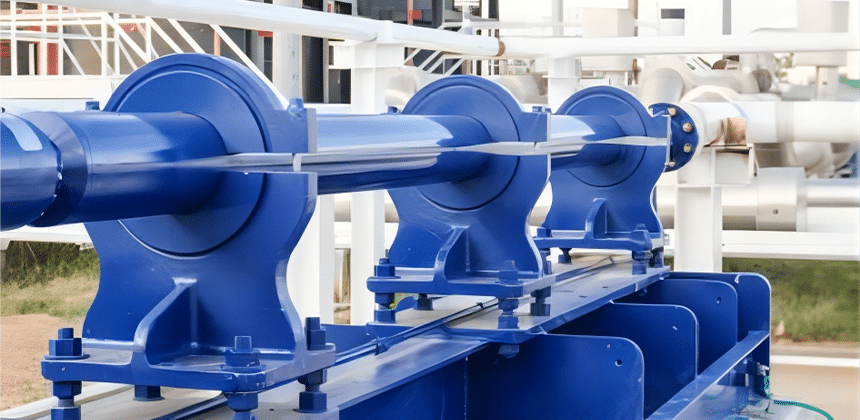
Field case
 Single screw pumps are used in wastewater treatment plants
Single screw pumps are used in wastewater treatment plants-
Single screw pump is used to transport sewage, PAM


| Brand | AOBL |
| Allowable particle diameter(mm) | 3.5, 4.5, 5.7, 7.1, 9, 11.4, 14.3, 17.9, 22.8 |
| Allowable fiber length(mm) | 20, 26, 32, 40, 51, 64, 80, 102, 128 |